atím jsme si s krokovými motory a Arduinem jen hráli, takže nás nějaké nastavení nezajímalo. Se zapojením řízení do CNC celku už budeme potřebovat nastavit několik parametrů, aby se frézka chovala ukázněně.
1. Určení základních parametrů
1.1 Počet kroků motoru na otáčku
Určuje minimální úhel otočení hřídele na jeden krok krokového motor. Hodnotu udává výrobce, takže nahlédneme do dokumentace, kde najdeme pro krokové motory Microcon řady SX je standardní délka kroku 1,8° tudíž 200 kroků (360 / 1.8).
1.2 Stoupání šroubu
Podle použitého šroubu najdeme stoupání závitu.
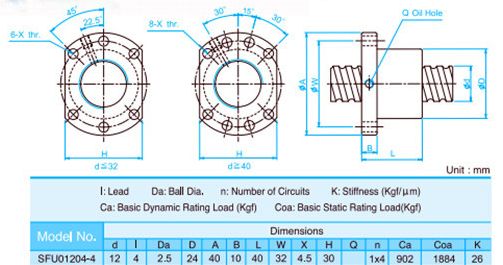
Pro mnou použitý kuličkový šroub, na všech osách, SFU1204 je stoupání 4 mm na otáčku.
1.3 Počet mikrokroků
Mikrokrokování umožňuje zvýšit počet poloh motoru na jednu otáčku hřídele. Tím ovšem nezvýšíme přesnost polohování. Přínosem je snížení mechanického hluku a zmenšení pravděpodobnosti rezonancí.
Nastavení se provádí na CNC shieldu pod drivery každé osy.

Nastavení propojek pro A4988
| M0 | M1 | M2 | Počet mikrokrokŮ |
|---|---|---|---|
| Low | Low | Low | Full step |
| High | Low | Low | Half step |
| Low | High | Low | Quarter step |
| High | High | Low | Eighth step |
| High | High | High | Sixteenth step |
Nastavení propojek pro DRV8825
| M0 | M1 | M2 | Počet mikrokrokŮ |
|---|---|---|---|
| Low | Low | Low | Full step |
| High | Low | Low | Half step |
| Low | High | Low | 1/4 step |
| High | High | Low | 1/8 step |
| Low | Low | High | 1/16 step |
| High | Low | High | 1/32 step |
| Low | High | High | 1/32 step |
| High | High | High | 1/32 step |
1.4 Počet kroků na jeden mm
Vstupní parametry pro výpočet počtu kroků na jeden mm:
- počet mikrokroků nm = 16
- počet kroků motoru na otáčku nk = 200
- stoupání šroubu h = 4 mm / otáčku
x = nm * nk / h = 16 * 200 / 4 = 800
1.5 Určení proudu driveru
Potenciometrem na driveru můžeme určit maximální proud tekoucí do motoru. Instruktážní video pro nastavení proudu naleznete na webu Pololu.
Omezujícím faktorem je maximální dovolený proud driveru a motoru.
Čínske A4988 jsem našel ve dvou provedeních:
- Zelené – Rs = 0.1Ω max proud 2A
- Červené – Rs = 0.2Ω max proud 1A
Originál A4988 Pololu jsou také ve dvou provedeních:
- Staré – Rs = 0.050Ω max proud 2A
- Nové od ledna 2017 – Rs = 0.068Ω max proud 2A
Já mám červené čínské, ale s Rs = 0.1Ω. No a pak se v tom vyznejte.
Vzorec pro výpočet proudu:
I = Vref / (8 * Rs)
Vref – referenční napětí změřené mezi potencometrem a pravým spodním pinem Gnd na driveru (viz. video).
I – proud tekoucí do vinutí motoru
Další možností jsou DRV8825.
- Fialové – Rs = 0.1Ω max proud 2.5A
Vzorec pro výpočet proudu:
I = Vref / (5 * Rs)
2. Konfigurace firmwaru
Dokumentace:
3. Způsoby nastavení GRBL
Je více způsobů jak nastavit parametry GRBL.
3.1 Editace zdrojových souborů
Před nahráním firmwaru upravíme defaultní hodnoty na námi požadované a s těmi pak zkompilujeme firmware a nahrajeme ho do Arduina.
3.2 Terminál
Můžeme použít terminál, jako jsme ho použili za začátku pro základní test úspěšného nahrání GRBL firmwaru. Pak píšeme do terminálu příkaz ve tvaru:
$xx=yy
Kde xx je identifikátor parametru a yy je jeho hodnota.

3.2 Command v obslužném softwaru
Stejně jako při zápisu hodnoty do terminálu, můžeme použí řádek Command pro přímé zadání příkazu. Viz. základní seznámení s Universal GCode Sender nabo bCNC.
3.3 Settings v obslužném softwaru
Jedná se o nejkomfortnější možnost zadání, či změny hodnot. Když otevřeme panel nastavení vídíme tabulku identifikátorů parametrů, jejich aktuální hodnotu a krátky popis.

3. Nastavení GRBL
Ať už jste si vybrali jakýkoliv způsob zadání, tak teď ho využijete.
Nutná nastavení:
$100, $101, $102 – [X, Y, Z] – Travel resolution 250.00 steps/mm
Počet kroků motoru na 1mm posuvu dané osy. Tedy hodnota spočítaná v kapitole 1.4 – 800.
$110, $111, $112 – [X, Y, Z] – Max rate 500.00 mm/min
Maximální rychlost každé osy. Zjistíte experimentálně v kombinaci s následujícím parametrem. Zkoušejte na celé délce osy.
$120, $121, $122 – [X, Y, Z] – Acceleration 10.00 mm/sec^2
Nastavení akcelerace každé osy. Zkoušejte opět na celé délce osy, ať je zajištěno možné dosažení nastavené akcelerace. Zkuste co motory budou schopny dát. Následně akceleraci lehce snižte kvůli rezervě.
- 1. CNC frézka – začátek
- 2. CNC frézka – návrh
- 3. CNC frézka – rozpočet
- 4. CNC frézka – elektro test
- 5. CNC frézka – konstrukce rámu
- 6. CNC frézka – základní součásti
- 7. CNC frézka – laserové výpalky
- 8. CNC frézka – zkouška montáže
- 9. CNC frézka – montáž lineárního vedení
- 10. CNC frézka – elektro
- 11. CNC frézka – testovací montáž
- 12. CNC frézka – konfigurace GRBL
- 13. CNC frézka – dokumentace
- 14. CNC frézka – otázky a odpovědi
- 15. CNC frézka – testujeme frézku
- 16. CNC frézka – frézy
- 18. CNC frézka – přepracování osy Z
- 19. CNC – příklad frézování
- 20. CNC frézka – problémy a jejich řešení
- 21. CNC – inspirace
- 22. CNC frézka – stůl
- 23. CNC pendant
- 24. bCNC instalace a základní použití
- 25. CNC chlazení při obrábění
Zdravím Milane, skvělá práce!
Jen se chci zeptat, jestli opravdu jezdí až 2000-2500 mm/min při uvedeném zrychlení. Nepřeskakují motory, utáhnou to bez problémů?
Ahoj,
uvedené nastavení jsou reálné hodnoty, které mám aktuálně nastavené. Ale jsou to přejezdové rychlosti nikoliv obráběcí.
Nedávno jsem měnil spojku na ose X za tužší a začlo docházet právě k tomu, že motor už to neutáhnul. Ukázalo se, že problém byl ve špatně souososti motoru a šroubu a docházelo ke křížení, což motor už v dané rychlosti neutáhnul.
ahoj
proč při rychlosti 350 až 400mm/min dochází k rezonanci osy x i y při jiných rychlostech to nedělá