Poté, co jsme poprvé sestavily celou frézku, je vhodný čas udělat několik testů.
1. Kontrola směrů os
Na začátku jakéhokoliv zkoušení CNC je potřeba zkontrolovat směry os, abychom neposlali nástroj na opačnou stranu než potřebujeme.
V řídícím softwaru si nastavíme posun o 10 mm, přesvědčíme se že do obou směru na každé ose máme minimálně 20 mm prostor a zkusíme pro každou osu kliknout na šipku + směru.

CNC by se měla rozjet směrem k motoru. Pokud tomu tak není, můžeme buď otočit kabel na driveru CNC shieldu případně invertovat směr osy v nastavení GRBL.
$3 – Direction port invert mask
2. Příprava na testování
Testy provádíme pomocí úchylkoměru alias hodinek a magnetické základny. Základnu si připevníme ke kovové části CNC a úchylkoměr nastavíme proti měřené ose. Úchylkoměr by měl mít možnost pohybu do obou směrů pro měření kladné a záporné odchylky.

Pokud nemáme k dispozici žádnou kovovou část, použijeme větší kus železa, který vhodně položíme na frézku a k němu připevníme magnetickou základnu.

Úchylkoměr zapneme a vynulujeme. K ruce si ještě vezmeme stop tlačítko. Tím jsme připraveni na testování.
3. Kontrola počtu kroků na otáčku
V kapitole konfigurace GRBL jsme nastavovali počet kroků na otáčku šroubu. Jedná se o jedno z nejdůležitějších nastavení a proto bychom měli zkontrolovat, zda nastavení odpovídá reálnému stavu.
V ovládacím softwaru si nastavíme pohyb osy o 1 mm a pohneme s osou.

Na úchylkoměru sledujeme, zda se poloha změnila skutečně o 1 mm. Test několikrát opakujeme.
4. Test opakované přesnosti
S každou osou jezdíme z jedné limitní polohy do druhé a měříme odchylku od výchozí nulové polohy.
5. Kreslení kružnice
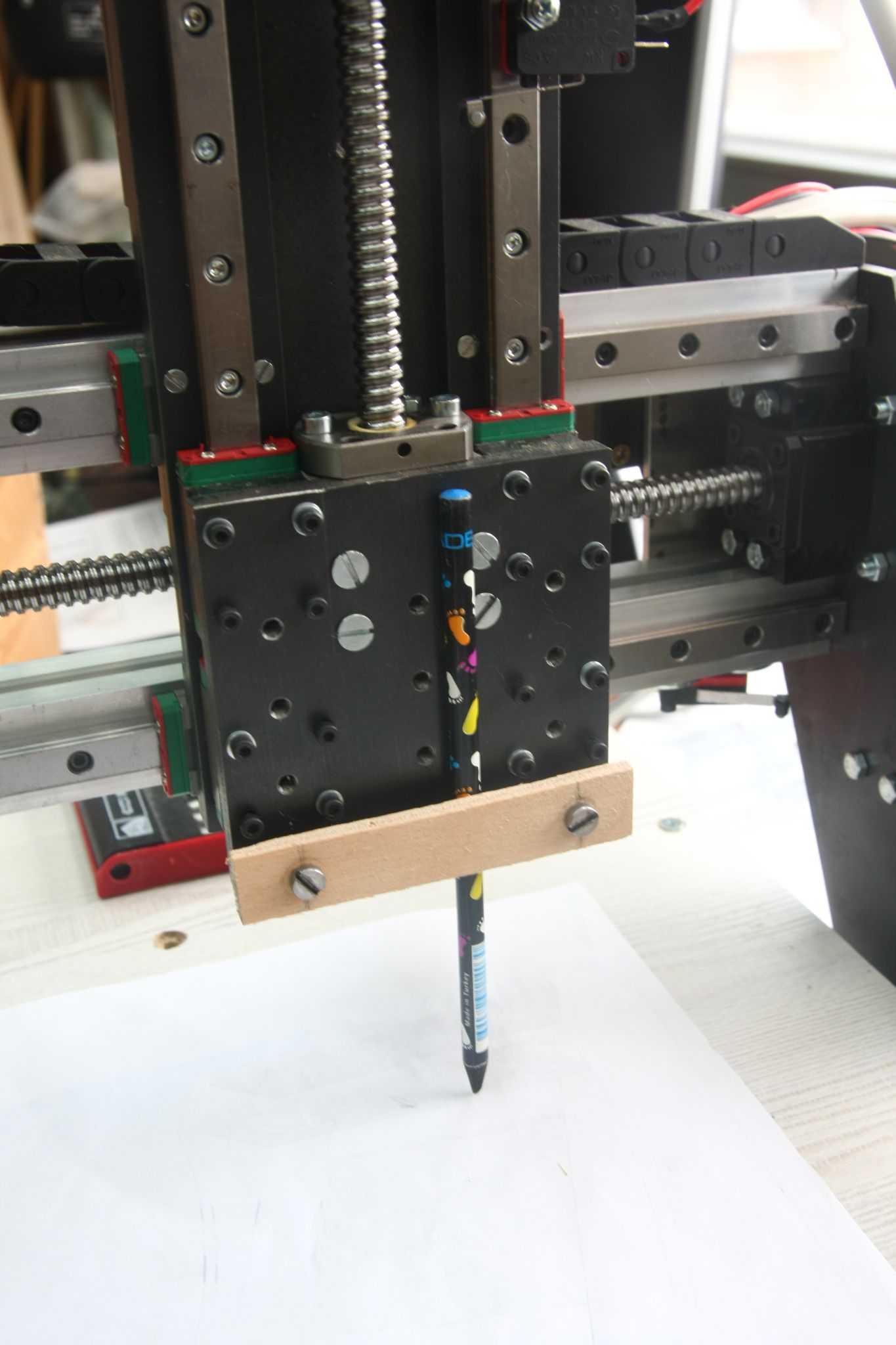
Pro další testy bude potřeba připravit si na frézku držák fixy. Jednoduchý držák jsem si udělal z kousku překližky, kterou jsem přišrouboval k desce Z osy. Nejprve jsem zkoušel tužku, ale fixka je díky měkké špičce lepší.
První GCode, který jsem na CNC pouštěl byla kružnice o průměru 25 mm. Program jsem stáhnul z www.diymachining.com.
S fixou si najedete na střed pracovní plochy, na kterou přilepíte papír. Z osou sjedete tak nízko, až se bude špička fixy dotýkat papíru. Pro posun Z osy si nastavte krok 0.1 mm pro jemné najetí.
Následně resetneme všechny osy na 0. Osou Z popojedeme o 0.1 mm nad papír. Tím jsme připraveni k puštění programu.
Program nahrajeme, spustíme a můžeme sledovat, jak nám pomaličku vzniká kružnice.
6. Kreslení obrázku
Po kružnici můžeme zkusit už něco náročnějšího. Připravil jsem si obrázek dinosaura o rozměrech 100 x 90 mm.
Program načteme do obslužného programu a měli bychom vidět obrázek dinosaura.

Přerušovaná čára ukazuje, kudy bude nástroj přejíždět. Počátek je v levém spodním rohu.
S fixem si najedeme na papír, kde bude levý spodní roh obrázku. Fixem sjedeme až se bude dotýkat papíru a resetneme všechny osy.
Pustíme program a sledujeme, jak se nám magicky objevuje dinosaurus.
7. První frézování
Myslel jsem si, že od kreslení k frézování je jen kousek, tak jsem zkusil, bez předchozího studia nastavení parametrů pro frézování, dinosaura vyfrézovat do překližky.
Výsledkem bylo spíše vypálení.
- 1. CNC frézka – začátek
- 2. CNC frézka – návrh
- 3. CNC frézka – rozpočet
- 4. CNC frézka – elektro test
- 5. CNC frézka – konstrukce rámu
- 6. CNC frézka – základní součásti
- 7. CNC frézka – laserové výpalky
- 8. CNC frézka – zkouška montáže
- 9. CNC frézka – montáž lineárního vedení
- 10. CNC frézka – elektro
- 11. CNC frézka – testovací montáž
- 12. CNC frézka – konfigurace GRBL
- 13. CNC frézka – dokumentace
- 14. CNC frézka – otázky a odpovědi
- 15. CNC frézka – testujeme frézku
- 16. CNC frézka – frézy
- 18. CNC frézka – přepracování osy Z
- 19. CNC – příklad frézování
- 20. CNC frézka – problémy a jejich řešení
- 21. CNC – inspirace
- 22. CNC frézka – stůl
- 23. CNC pendant
- 24. bCNC instalace a základní použití
- 25. CNC chlazení při obrábění
Napsat komentář