Po sestavení celé tiskárny, zapojení veškeré elektroniky a nahrání firmwaru se přiblížil vytoužený okamžik. Věřím, že stejně jako já, jste celí žhaví začít konečně tisknout. Tak na rozdíl ode mě ještě vydržte.
1. Kontrola
Před tiskem je potřeba ještě tiskárnu pořádně zkontrolovat a zkalibrovat, jinak můžete být výtisky zklamáni.

Zkontrolujte dotažení všech pojistných šroubků na spojkách a ozubených koleček. Červík se špičkou by se měl opírat do kulaté části hřídele motoru. Plochý červík by se měl opírat do ploché části hřídele.
Zkontrolujte napnutí všech řemenů. Mělo by na ně jít brnkat.
Zkontrolujte dotažení trysky a topného bloku u hotendu.
2. Kalibrace výšky trysky
Jedna z nejdůležitějších kalibraci je správná výška trysky nad tiskovou plochou. Správná výška by měla být na tloušťku kancelářského papíru. Papír by měl lehce pod tryskou drhnout.
Následující dvě videa pomůžou.
Pasáž týkající se kalibrace je v 3:45.
https://www.youtube.com/watch?v=HUEQjDPdqbA
3. Kalibrace posuvu os
Stejně jako v případě CNC nejprve změříme posuvy na všech osách. Ideální je pro tento účel použít úchylkoměr alias hodinky. Pokud ho nemáte, použijte alespoň posuvné měřítko.
se všemi osami popojedeme o 10mm a změříme, zda posun odpovídá skutečnosti.

V případě, že je reálný posuv jiný, přepočítejte posun na 1mm podle následujícího vzorce.
nový počet kroku na mm = (současný počet kroků na mm / nastavený posun) * změřený posun
Příklad pro naměřený posun 12mm na ose X.
120 = (100 / 10) * 12
Spočítanou hodnotou (120) nahradíme původní (100) kroku na mm.
Novou hodnotu zadejte buď to configuration.h a znovu nahrajte do Arduina nebo změňte v menu pomocí LCD displeje a uložte.
4. Kalibrace extruderu
Jde o to, aby tryskou prošla přesně určená délka struny a tím bylo vytlačeno optimální množství plastu.
Podrobný popis kalibrace extruderu najde třeba zde. a kalibrační kostku pro tloušťku stěny tady.
5. Příprava tiskové podložky
Přípravou tiskové podložky se budeme blíže zabývat ve vlastní kapitole. Záleží jakou podložku používáte.
Nejjednoduší je tisk na malířskou maskovací pásku, která byla od prodejce již na podložce přilepena.
6. Autoleveling
Autoleveling nám umožňuje změřit si výšku tiskové plochy v několika místech a podle těchto výškových bodů provést korekci.
Leveling je možné provést z displeje nebo pomocí G codu.
Priprava tisku -> Vyrovnat podlozku Ovladani -> Ulozit nastaveni
G28 G29 M500
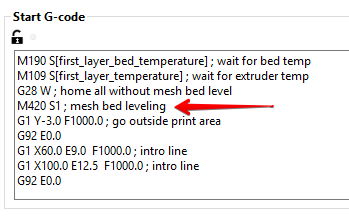
Pak stačí do inicializačního GCodu sliceru přidat zapnutí korekce podložky.
M420 S1
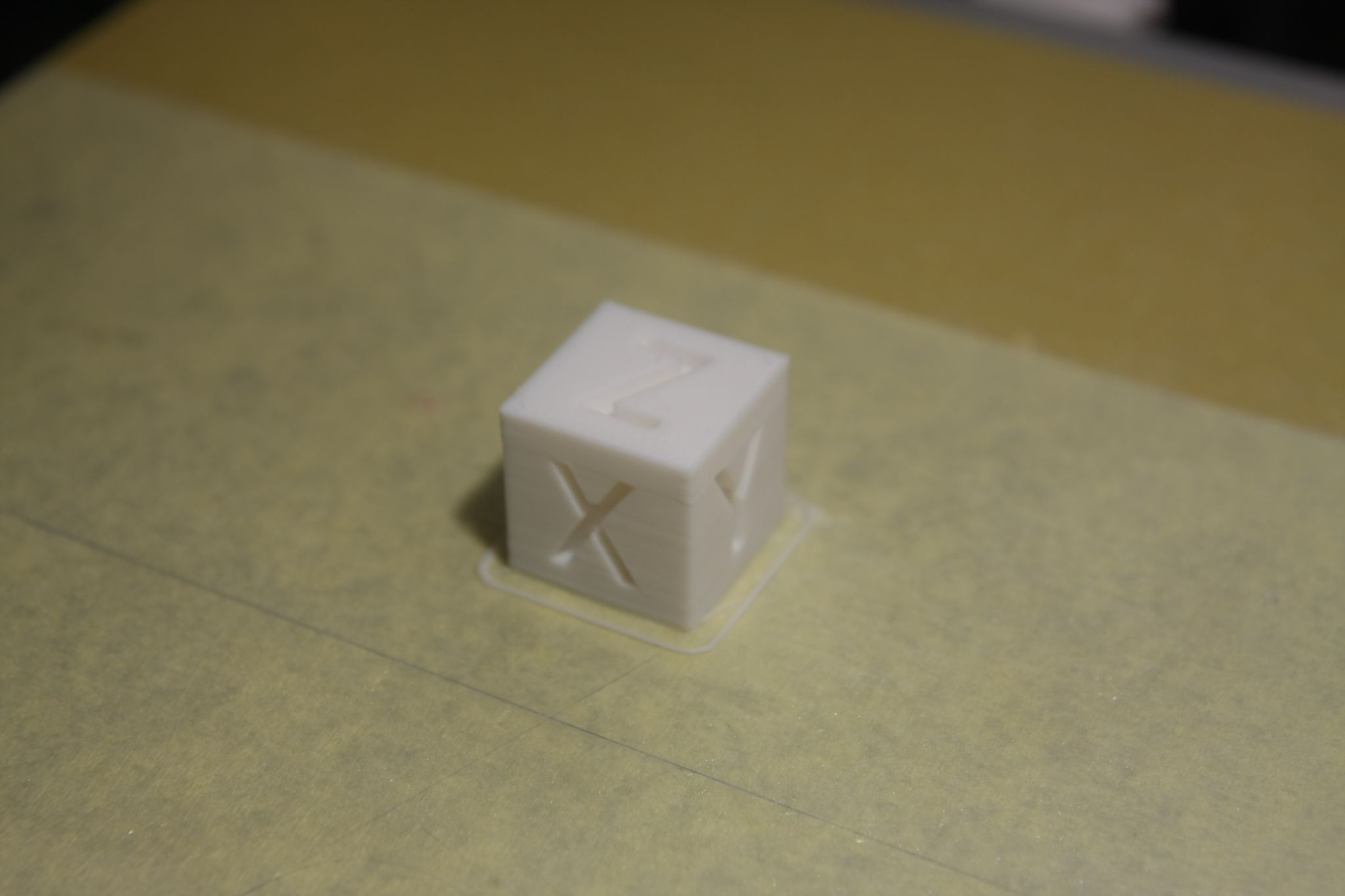
7. Tisk kalibrační kostky
Jedná se o kostku o rozměrech 20x20x20 mm, kterou vytiskneme a následně změříme. Dále na ní můžeme sledovat kvalitu tisku. Kalibrační kostku můžete stáhnout na www.thingiverse.com.
Stažený soubor rozbalíte a xyzCalibration_cube.stl nahrajete do Slic3R, kde z něj vyexportujete GCode. Nebo si ho můžete stahnout přímo zde xyzCalibration_cube_0.2mm_PLA_MK2S, pro PLA filament.
Po vytištění a schladnutí první kalibrační kostky ji můžeme změřit. Vidíme, že bude potřeba přepočítat a znovu nastavit otáčku na 1mm.



Jak je vidět, ačkoli jsme dělali již korekci pomocí měření posunu, stále je na všech osách nepřesnost.
Provedeme přepočet pro všechny osy, zadáme nově spočítané hodnoty a znovu vytiskneme kostku.



Po korekci a druhém tisku, už jsou změřeny rozměry v toleranci. Můžete případně udělat ještě jednu iteraci a pokusit se o dosažení vyšší přesnosti.
8. Tisk
Pro pokusy bychom měli použít příklady, třeba od Průšy, které už jsou převedeny do GCodu a optimálně nastaveny. Najdete je po instalaci Slic3R PE v adresáři c:\Users\Public\Documents\Prusa3D\Samples\Sample Gcodes\MK2, MK2S, MK2.5.

